Сварка полипропиленовых труб: простое решение непростых проблем
 Полипропиленовые трубы постепенно вытесняют из обихода своих ржавеющих металлических предшественников. Полипропилен несложен в обработке, а срок его службы и невосприимчивость к разрушающим факторам гораздо выше средних показателей. Благодаря особым свойствам материала, его сварка и монтаж трубопроводных систем стали посильны даже неспециалисту. Освоить процесс можно всего в несколько этапов.
Полипропиленовые трубы постепенно вытесняют из обихода своих ржавеющих металлических предшественников. Полипропилен несложен в обработке, а срок его службы и невосприимчивость к разрушающим факторам гораздо выше средних показателей. Благодаря особым свойствам материала, его сварка и монтаж трубопроводных систем стали посильны даже неспециалисту. Освоить процесс можно всего в несколько этапов.
Что представляет собой сварка полипропилена. Диффузионная сварка получила свое название от латинского слова diffusio – смешение и имеет своей целью слияние двух элементов в один. Процесс весьма прост, описать его можно тремя словами: расплавляем, стыкуем, охлаждаем. Полипропиленовые трубы разогревают в небольшом станке, совмещают мягкие края и дают застыть. Результат – неразъемное соединение, которое прослужит долго и без протечек.
Инструменты и материалы. Для процесса сварки понадобятся следующие материалы и инструменты:
- трубы и фитинги
- электросварочный аппарат
- комплект нагревающих насадок
- нож или резак
- торцеватель
- маркер
- рулетка
Этапы работы. Как отмечалось выше, сам процесс сварки состоит из нескольких шагов.




Шаг 1. Разметка и нарезка труб нужного размера.
Нелишним будет напоминание о необходимости отмерить несколько раз прежде, чем отрезать. Правильная разметка избавит от ненужных потерь заготовленного материала, поэтому этот этап нельзя недооценивать. Участок трубы отмеряют рулеткой, отмечают маркером или карандашом и отрезают ножом.
Шаг 2. Торцовка труб.
Отрезанный край нужно приторцевать – снять верхний защитный слой глубиной в 1-1,5 мм. Лучше всего с этим справится торцеватель, но при его отсутствии можно воспользоваться жесткой губкой или наждачной бумагой.
Шаг 3. Подготовка сварочного аппарата.
Сварочный аппарат – это компактное устройство небольшой мощности, позволяющей ему работать от сети 220 Вт. В станке есть реле времени и индикатор, подающий сигнал при нагреве до определенных параметров. Электроаппарат включают, устанавливают температуру плавления полипропилена 240–260 С и ожидают нагрева.
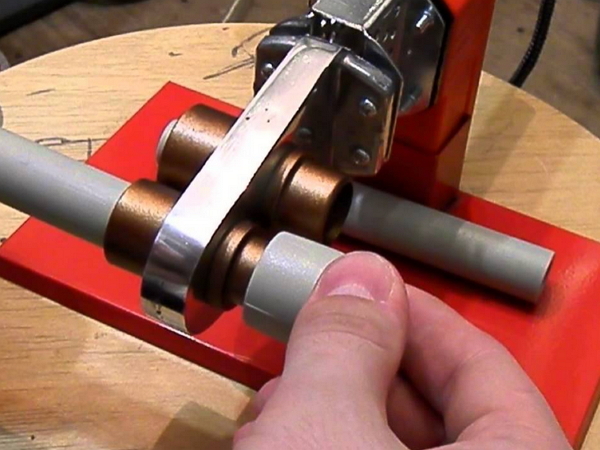
Шаг 4. Вставка труб и фитингов в устройство.
После подачи звукового или светового сигнала (в зависимости от модели станка) можно вставлять подготовленные трубу и фитинг в соответствующие плавящие насадки. Они покрыты слоем тефлона, обеспечивающим отставание полипропилена от насадок после расплавления. Выдерживают время нагрева элементов строго в соответствии с инструкцией: перегрев повредит детали, а недостаточное нагревание приведет к неполноценной сварке и возможным протечкам.
Шаг 5. Сварка труб.
Трубу и фитинг снимают с насадок одновременно, вставляют детали одна в одну расплавленными сторонами без перемещения и без вращения. На этом этапе особенно важно соблюдение технологии. Ни в коем случае нельзя «помогать» процессу: сдвигать или гнуть элементы в процессе сварки, проталкивать их вперед или назад по оси.

|
Паяльные принадлежности RUICHI Штатив для плат TS-36 | РАДИО ГУРУ | 400 Р |
Шаг 6. Остывание полипропилена.
Дожидаются остывания сварных конструкций, оставляя их в покое, без лишних механических перемещений.
Шаг 7. Визуальный контроль.
Полученное цельное бесшовное соединение осматривают на наличие дефектов, которых при тщательном соблюдении технологии быть не должно.
Техника безопасности. Проводить сварку лучше в специально оборудованном помещении с исправной электросетью и устойчивым столом для проведения манипуляций. Во избежание ожогов и порезов следует осторожно обращаться с включенным аппаратом, горячими насадками и режущими предметами. Работать рекомендуется в перчатках.
Автор: a7b7cd (Дюбанова Елена Владимировна)










